This blog targets R& D teams, process engineers, and startups. The Journey from Lab to Industrial Scale Developing new chemical processes often starts small, in pilot plants. Random packing offers unique advantages for scaling up. Pilot Plant Advantages Flexibility: Easily swap different packing types to test performance without major column modifications. Cost-Effective: Less expensive to fill small pilot columns than to design complex tray systems. Data Generation: Provides reliable data on, HETP, and capacity that can be extrapolated to larger columns. Scaling Considerations with Packing Size Effects: Packing efficiency can change slightly with column diameter. Liquid Distribution: Ensuring proper distribution becomes even more critical in larger columns. Wall Flow: The tendency of liquid to preferential flow down the column walls is more pronounced in larger diameters. From Pilot to Production Geometry Consistency: Use the same packing geometry tested in the pilot plant for the full-scale column. Material Selection: Material may change (e.g., from plastic to metal) for high-temperature/pressure production units. Distributor Design: Scale up distributor design meticulously to maintain even liquid spread. Why Packing Excels in Scale-Up Its predictable performance characteristics and relatively simple installation make it a preferred choice for new process development.

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
Scaling Up: Using Random Packing for Pilot Plants to Production Columns
2025-12-14T18:30:01
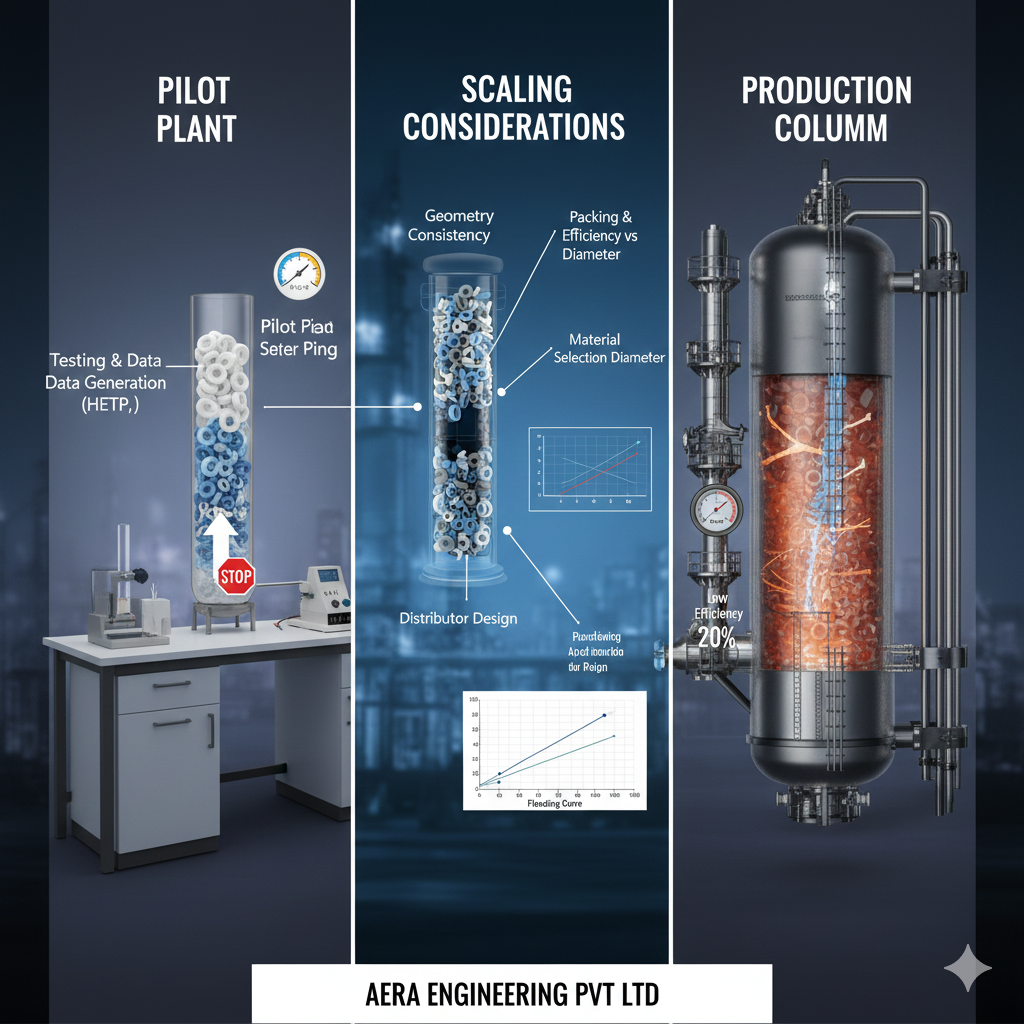
This blog targets R& D teams, process engineers, and startups. The Journey from Lab to Industrial Scale Developing new chemical processes often starts small, in pilot plants. Random packing offers unique advantages for scaling up. Pilot Plant Advantages Flexibility: Easily swap different packing types to test performance without major column modifications. Cost-Effective: Less expensive to fill small pilot columns than to design complex tray systems. Data Generation: Provides reliable data on, HETP, and capacity that can be extrapolated to larger columns. Scaling Considerations with Packing Size Effects: Packing efficiency can change slightly with column diameter. Liquid Distribution: Ensuring proper distribution becomes even more critical in larger columns. Wall Flow: The tendency of liquid to preferential flow down the column walls is more pronounced in larger diameters. From Pilot to Production Geometry Consistency: Use the same packing geometry tested in the pilot plant for the full-scale column. Material Selection: Material may change (e.g., from plastic to metal) for high-temperature/pressure production units. Distributor Design: Scale up distributor design meticulously to maintain even liquid spread. Why Packing Excels in Scale-Up Its predictable performance characteristics and relatively simple installation make it a preferred choice for new process development.
2025-12-14T18:30:01

Submit Your Enquiry