In a refinery, the distillation tower is the primary revenue generator. Its job—separating crude oil into valuable fractions like naphtha, diesel, and kerosene—must be done with high precision. When separation efficiency drops, the result is off-spec product, increased reprocessing costs, and immediate margin erosion. Low efficiency rarely means the tower is 'broken'; it usually means the delicate balance of hydraulics, thermodynamics, and mass transfer has been disrupted. At Aera Engineering Pvt Ltd, we specialize in the internal components that govern this balance. Here is a systematic guide to troubleshooting low separation efficiency in your distillation units. Before diving into the hardware, rule out operational upsets. 1. Analyze Feed Composition: Has the crude slate changed? If the feed is heavier or lighter than the tower’s design, your product cut-points will shift, reducing separation efficiency. 2. Check Reflux Ratios: Is the reflux flow rate consistent? Insufficient reflux results in heavy components carrying over in the overhead vapor (product). Excessive reflux can overload the trays and lead to flooding. 3. Review Reboiler and Preheater Performance: Verify that the correct heat is being introduced at the base. If the reboiler is underperforming, the vapor rate drops, and liquid 'weeps' through the trays instead of contacting the vapor. Operating logs can only tell you so much. If the process settings appear correct but efficiency remains low, the problem is mechanical. The most effective way to identify internal damage without a shutdown is Online Gamma Scanning. What it Identifies A scan reveals the density of the fluids on each tray. It can pinpoint: Flooding: A massive liquid buildup on a tray, blocking vapor flow. Weeping: Insufficient vapor, allowing liquid to 'leak' straight through the tray holes. Foaming: A dense, bubble-filled liquid layer on the tray, inhibiting vapor-liquid contact. Damaged/Shifted Packing Beds: In packed towers, a scan can detect 'bed settling' or large voids. At Aera Engineering, our technical experts know that the physical interaction between vapor and liquid is where separation happens. If Step 1 and 2 reveal hydraulic imbalances, the root cause is often the state of your mass transfer components. A. Tray Towers: The Classic Failure Modes 1. Tray Valve Damage: In valve tray towers, mechanical stresses can dislodge valves or warp them, creating large gaps. Vapor flows too fast through these gaps, causing vapor bypassing and drastically reducing the surface area for contact. 2. Damaged or Clogged Downcomers: Downcomers transport liquid from the tray above. If they are blocked by coke or polymer scale, the liquid 'backs up, ' causing the tray to flood. Conversely, if a downcomer support fails, the liquid falls unevenly, leading to low efficiency on the tray below. B. Packed Towers: The Channeling Crisis Packed towers, like Vacuum Distillation Units (VDUs), are designed for low pressure drop and high capacity. Their common point of failure is liquid channeling. 1. Damaged or Leveling Distributor Failure: The liquid distributor at the top of the bed is critical. If it is damaged or misaligned during installation, it pours liquid unevenly, allowing heavy components to bypass the vapor completely. 2. Corrosion and Fouling of Packing: In high-sulfur environments, metal random packing (like **Pall Rings** or **Saddles**) can corrode and collapse. In petrochemical units, fouling is common. This prevents the liquid from 'wetting' the packing surface, creating 'dry zones' where no mass transfer occurs. --- Step 4: The Aera Engineering Solution At Aera Engineering Pvt Ltd , we understand that your plant's turnaround window is precious. If internal damage is suspected, we don't just supply random replacement parts; we provide engineered internal solutions tailored to your refinery’s unique requirements. Metallurgical Upgrades: Replace corroded carbon steel components with high-alloy Stainless Steel (SS 304L, 316L, Duplex) for extended life. Modernized Trays: Upgrade from standard sieve trays to high-capacity Valve Trays that resist weeping and foaming, expanding your tower’s operating range. Precision-Engineered Packing: Replace failed structured packing with high-performance Aera Cascade Mini Rings or Saddles , designed to optimize mass transfer while resisting fouling. Advanced Liquid Distributors:** Ensure proper distribution across the bed with custom-designed troughs and gravity feed systems. Don't operate in the dark. Low efficiency isn't just a cost; it's a signal that your internals are failing. If your operational data points to mechanical issues, contact Aera Engineering for a technical consult and restoration plan. --- Aera Engineering Pvt Ltd | Precision Engineering for Global Refineries Visit: [www.aeraepl.com](http://www.aeraepl.com) | Call: +91 97377 73751 Has your refinery recently updated its liquid distributor design for any high-pressure towers to combat channeling?

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
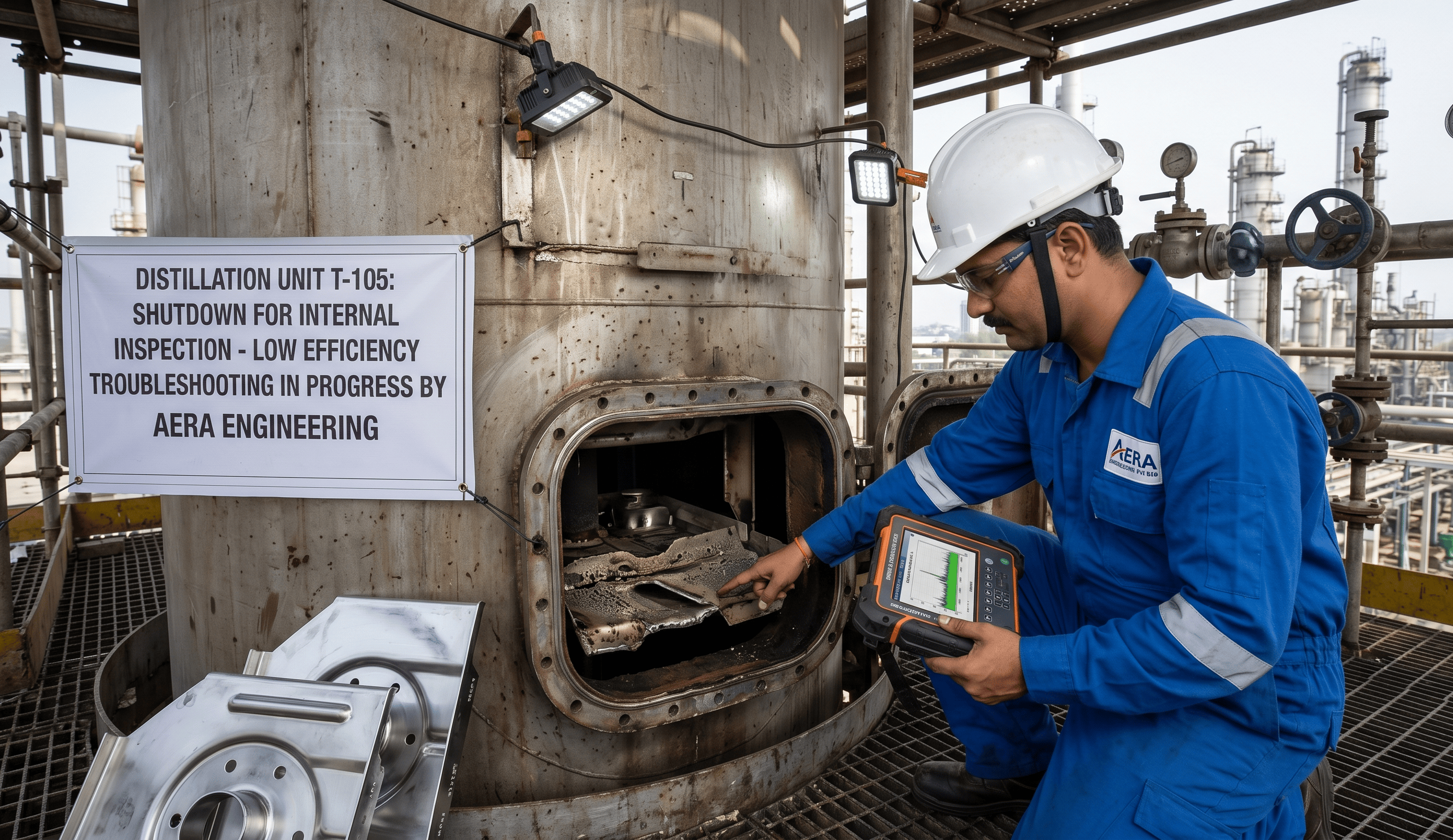
Troubleshooting Low Separation Efficiency in Refinery Towers
2026-04-18T08:30:14
In a refinery, the distillation tower is the primary revenue generator. Its job—separating crude oil into valuable fractions like naphtha, diesel, and kerosene—must be done with high precision. When separation efficiency drops, the result is off-spec product, increased reprocessing costs, and immediate margin erosion. Low efficiency rarely means the tower is 'broken'; it usually means the delicate balance of hydraulics, thermodynamics, and mass transfer has been disrupted. At Aera Engineering Pvt Ltd, we specialize in the internal components that govern this balance. Here is a systematic guide to troubleshooting low separation efficiency in your distillation units. Before diving into the hardware, rule out operational upsets. 1. Analyze Feed Composition: Has the crude slate changed? If the feed is heavier or lighter than the tower’s design, your product cut-points will shift, reducing separation efficiency. 2. Check Reflux Ratios: Is the reflux flow rate consistent? Insufficient reflux results in heavy components carrying over in the overhead vapor (product). Excessive reflux can overload the trays and lead to flooding. 3. Review Reboiler and Preheater Performance: Verify that the correct heat is being introduced at the base. If the reboiler is underperforming, the vapor rate drops, and liquid 'weeps' through the trays instead of contacting the vapor. Operating logs can only tell you so much. If the process settings appear correct but efficiency remains low, the problem is mechanical. The most effective way to identify internal damage without a shutdown is Online Gamma Scanning. What it Identifies A scan reveals the density of the fluids on each tray. It can pinpoint: Flooding: A massive liquid buildup on a tray, blocking vapor flow. Weeping: Insufficient vapor, allowing liquid to 'leak' straight through the tray holes. Foaming: A dense, bubble-filled liquid layer on the tray, inhibiting vapor-liquid contact. Damaged/Shifted Packing Beds: In packed towers, a scan can detect 'bed settling' or large voids. At Aera Engineering, our technical experts know that the physical interaction between vapor and liquid is where separation happens. If Step 1 and 2 reveal hydraulic imbalances, the root cause is often the state of your mass transfer components. A. Tray Towers: The Classic Failure Modes 1. Tray Valve Damage: In valve tray towers, mechanical stresses can dislodge valves or warp them, creating large gaps. Vapor flows too fast through these gaps, causing vapor bypassing and drastically reducing the surface area for contact. 2. Damaged or Clogged Downcomers: Downcomers transport liquid from the tray above. If they are blocked by coke or polymer scale, the liquid 'backs up, ' causing the tray to flood. Conversely, if a downcomer support fails, the liquid falls unevenly, leading to low efficiency on the tray below. B. Packed Towers: The Channeling Crisis Packed towers, like Vacuum Distillation Units (VDUs), are designed for low pressure drop and high capacity. Their common point of failure is liquid channeling. 1. Damaged or Leveling Distributor Failure: The liquid distributor at the top of the bed is critical. If it is damaged or misaligned during installation, it pours liquid unevenly, allowing heavy components to bypass the vapor completely. 2. Corrosion and Fouling of Packing: In high-sulfur environments, metal random packing (like **Pall Rings** or **Saddles**) can corrode and collapse. In petrochemical units, fouling is common. This prevents the liquid from 'wetting' the packing surface, creating 'dry zones' where no mass transfer occurs. --- Step 4: The Aera Engineering Solution At Aera Engineering Pvt Ltd , we understand that your plant's turnaround window is precious. If internal damage is suspected, we don't just supply random replacement parts; we provide engineered internal solutions tailored to your refinery’s unique requirements. Metallurgical Upgrades: Replace corroded carbon steel components with high-alloy Stainless Steel (SS 304L, 316L, Duplex) for extended life. Modernized Trays: Upgrade from standard sieve trays to high-capacity Valve Trays that resist weeping and foaming, expanding your tower’s operating range. Precision-Engineered Packing: Replace failed structured packing with high-performance Aera Cascade Mini Rings or Saddles , designed to optimize mass transfer while resisting fouling. Advanced Liquid Distributors:** Ensure proper distribution across the bed with custom-designed troughs and gravity feed systems. Don't operate in the dark. Low efficiency isn't just a cost; it's a signal that your internals are failing. If your operational data points to mechanical issues, contact Aera Engineering for a technical consult and restoration plan. --- Aera Engineering Pvt Ltd | Precision Engineering for Global Refineries Visit: [www.aeraepl.com](http://www.aeraepl.com) | Call: +91 97377 73751 Has your refinery recently updated its liquid distributor design for any high-pressure towers to combat channeling?
2026-04-18T08:30:14

Submit Your Enquiry